Vælg din region:

Verdens største vandreservoir
Consolidated Contractors Company, Athens, Greece and Egypt
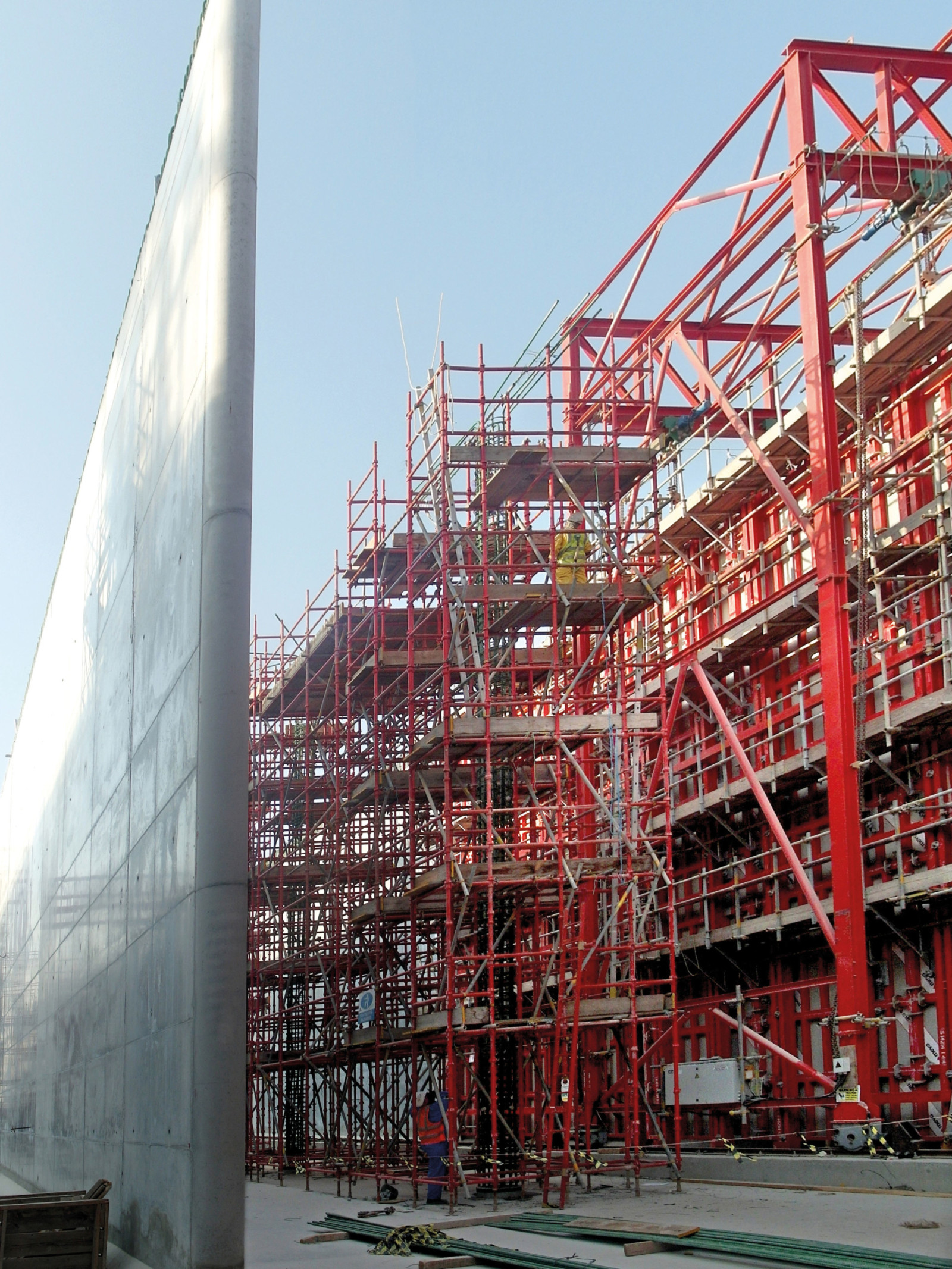
Der er bygget reservoirer med en samlet kapacitet på 17 millioner kubikmeter i Qatars ørken med MEVA forskallingssystemer.


Målet
Opførelse af fem mega-drikkevandsreservoirer, herunder den tilhørende infrastruktur
Projektet vil give øget vandlagringskapacitet og udvide drikkevandsreserverne. Med de nye reservoirer på i alt 17 millioner kubikmeter samt nye pumpestationer og 145 km rørledning var der behov for en enorm mængde forskalling. Desuden var der en række særlige krav, der skulle opfyldes for at sikre den strukturelle sikkerhed og drikkevandskvaliteten.
Projektet
Resumé:
Det lykkedes at færdiggøre reservoirerne i overensstemmelse med ejerens krævende specifikationer med smarte løsninger, der overvandt de mange udfordringer i dette megaprojekt.
Udfordring:
Selve projektets størrelse og de krævende krav krævede innovative løsninger. For eksempel skulle forskallingen have færre bindinger for at reducere antallet af huller, der skulle imprægneres. Det betød imidlertid, at forskallingen skulle stabiliseres yderligere for at kunne klare betonens støbtryk. Det varme ørkenklima påvirkede også betonens hærdningstid og det tryk, der blev udøvet på forskallingen, og der skulle tages hensyn hertil.
Overfladerne på alle vægge skulle være glatte og fri for revner, kanter eller åbninger, så konstruktionen kunne klare det høje vandtryk og ikke blev beskadiget med tiden. Ligeledes skulle mange af væggene være skrå på den ene eller begge sider, hvilket skabte en kompleks geometri i hjørnerne. Det betød også, at det var meget vanskeligere at bruge kraner, og størrelsen af reservoirerne ville kræve et upraktisk antal kraner at levere. Reservoirerne skulle også være helt lukkede for at forhindre, at ørkensand blev blæst ind i drikkevandet.
Løsningen
- Skræddersyede designløsninger til at overvinde udfordringer
a) Innovative stabiliserende understøtninger til vægpaneler
Murene var mellem 12 og 12,6 meter høje, og der var kun tilladt fire bindinger i hele murhøjden. Da antallet af bindere blev reduceret, måtte der udvikles en ukonventionel metode til at afstive og stabilisere de store panelgrupper, der var udsat for et højt betontryk. Desuden skal montering, transport, genstøbning, støbning og andet arbejde udføres samtidig på vægsektionerne, uden at det ene arbejde griber ind i det andet. Disse krav og begrænsninger skulle tages i betragtning ved valget af forskalling og planlægningen af deres opstilling, anvendelse og transport fra den ene cyklus til den næste. Der blev anvendt tørre bånd øverst på panelgrupperne for at opnå i alt fem bånd i hele højden. For yderligere at afstive og stabilisere de store panelgrupper, der var udsat for et højt betontryk, blev der på panelerne fastgjort et skræddersyet system af lodrette U200-forankringsskinner, der strakte sig over hele forskallingshøjden, og fire rækker vandrette stålbjælker af stålprofiler. Sammen med de store og robuste Mammut-paneler og alkus-plastbeklædningen kunne der skabes lange panelgrupper på 15 meter, hvilket gjorde reservoirets store omfang mere overskueligt, samtidig med at de høje tryk kunne klares og stadig opnå den ønskede finish. b) Smarte løsninger til kranfri installation
Hvis man havde brugt tårnkraner til at transportere og placere panelgrupperne, ville det have krævet et utal af kraner, hvis arme kunne støde sammen, når de var i drift. Desuden ville de ikke være i stand til at løfte de store forskallingselementer, der vejer op til 15 tons. Derfor blev der installeret skinneførte portalkraner til at transportere og flytte panelgrupperne. Disse blev flyttet fra cyklus til cyklus ved hjælp af kraftskubbere eller spil. c) Teknisk knowhow til skrå afstivning med højt tryk
Der var behov for et ekstra afstivningssystem til de skrå vægge. Der blev anvendt specielt konstruerede kraftige stålbøjler på indersiden af konstruktionen til at optage støbtrykket. Ved bunden forbandt specialfremstillede tværstivere de lodrette forankringsskinner med hinanden for at kompensere for den hydrostatiske opstuvning, især på de skrå vægge. Både de kraftige afstivninger og de lodrette forankringsskinner blev fastgjort til bundpladen med DW15-bånd og ankerskruer, som kan bruges op til 50 gange. Dette sparede ikke kun materialer og penge, men sikrede også, at ingen dele, der kan korrodere, blev tilbage i bundpladen. d) Specialfremstillede hjørner til skråvægge
De fire hjørner mellem de langsgående og sideløbende ydervægge blev støbt med 8,8 meter lange panelbånd. De blev opstillet på samme måde som vægforskallingsenhederne, bortset fra at der blev brugt specialfremstillede indvendige stålhjørner til at skabe de skrå indvendige vægge. Hjørneenhedernes udformning og konstruktion gjorde det muligt at forbinde dem med Mammut-monteringslåse til de tilstødende Mammut-paneler. T-vægforbindelserne mellem skillevæggene og den udvendige sidevæg blev støbt med 6,7 meter lange panelbånd. Deres opbygning er identisk, bortset fra at disse enheder anvendte særlige trapezformede dele i stedet for særlige indvendige hjørner. De trapezformede dele blev også forbundet med de tilstødende Mammut-paneler ved hjælp af Mammut-montagelåse. Både hjørne- og T-væg-enhederne blev flyttet ved hjælp af tårnkraner, da der ikke var mulighed for skinner til portalkraner langs den sidelige ydervæg. e) Skræddersyede pladeborde til hurtig og nem placering af plader
Reservoirerne skulle være helt lukkede for at forhindre, at ørkensand blev blæst ind i drikkevandet, så de havde brug for en plade, der hvilede på cirkulære søjler for at forsegle reservoirerne. Det ville have været upraktisk at støbe plader af denne størrelse og krane dem på plads, så pladerne skulle placeres på stedet. For at opnå dette blev der anvendt tre forskellige pladeborde på MEP-støttetårne til at støbe pladerne i en højde på ca. 12 meter. Skydetårnene blev samlet sikkert, mens de lå fladt på jorden, hvorefter de blev rejst og placeret med tårnkraner. Pladebordene blev også monteret på jorden ved hjælp af H20-bjælker og derefter løftet op på de opstillede MEP-støttetårne. Endelig blev trækasserne til betonhængerne monteret, og alkusbeklædningen blev placeret på H20-bjælkerne og trækasserne. Efter at en pladecyklus var blevet støbt, og betonen havde opnået den krævede minimumsstyrke, blev hele pladeenheden (bestående af MEP-støttetårne og pladeborde) kørt på MEP-transportvogne til den næste cyklus. Det var ikke nødvendigt at adskille og samle pladeenhederne igen, hvilket sparede betydeligt arbejde og tid. - Stærk teknisk viden
Ved støbning af store og høje vægsektioner skal man være særlig opmærksom på det friske betontryk, især i denne situation, hvor antallet af bindere blev minimeret og erstattet af ukonventionelle afstivninger. Desuden reducerer det varme klima betonens hærdningstid, og derfor målte den lokale betonleverandør hærdningshastigheden i realtid ved hjælp af MEVA’s ultralydsmåleapparat SolidCheck.Når betonens hærdningstid var kendt, blev støbehastigheden beregnet ud fra væghøjden og forskallingens trykkapacitet. Støbningshastigheden varierede fra 1,7 meter til 2 meter i timen. Trykmålere, der var fastgjort til panelerne, overvågede konstant det friske betontryk, så forskallingens kapacitet kunne udnyttes fuldt ud uden at overskride den.
- Særlige forskallingsformer til en række forskellige anvendelser
a) Runde vægender hældes nemt og hurtigt
For at undgå at vandet beskadiger kanterne, har baffelvæggene afrundede ender på den side af beholderen, hvor vandet strømmer ind. De afrundede ender blev støbt let og hurtigt med halvskallerne i Circo-cirkulær søjleformning. Deres højde passede til Mammut-panelernes højde, og skallerne blev forbundet til panelerne med Mammut-montagelåsen. Der er ikke behov for fyldstoffer eller andre tidskrævende jobspecifikke løsninger, hvilket gør det muligt at gøre hurtige fremskridt.b) 548 cirkulære søjler støbt med specialfremstillet forskalling
For at støtte hver enkelt reservoirs øverste plade blev der støbt 548 cirkulære søjler. Søjlerne var placeret mellem de parallelle vægge og var 12 til 15 meter høje med en diameter på 60 cm. De krævede også søjlehoveder i en diameter på 35 centimeter.For at skabe de unikke søjler blev der lokalt produceret en særlig søjleform, der kan håndtere tryk på op til 90 kN friskbeton, i henhold til MEVA-specifikationer. De 12 meter høje søjler blev støbt med 36 sæt bestående af 4 meter høje paneler, mens søjler højere end 12 meter krævede 20 forlængelsessæt med 3 meter høje paneler. Søjleforskallingen blev understøttet af Cuplock-tårne, der blev fastgjort ved hjælp af skruer og kiler.
Resultatet
Dette megaprojekt krævede mere end 13.000 m² alkusbeklædning, 20.000 m² Mammut vægbeklædning, 73.000 løbende meter MevaFlex, 16.000 MEP-støttetårne, over 1.100 tons stål og 52 portalkraner, som MEVA konstruerede og byggede specifikt til dette projekt. Efter at betonarbejdet begyndte i 2016, skred arbejdet frem som planlagt takket være de forskallingsløsninger, der er udviklet til disse steder, og entreprenørens kloge og effektive håndtering af alle udfordringerne.
Udvalgte produkter
- Forskalling af vægge Mammut
- Forskalling af plader MevaFlex
- Circo cirkulær søjleforskalling
- MEP afstivningstårn
- Skræddersyet cirkulær søjleforskalling af stål
Kunde:
Consolidated Contractors Company, Athens, Greece and Egypt
Ejer:
Qatar General Electricity & Water Corporation (KAHRAMAA)
Projekt:
Drinking Water Pumping Stations og Pipelines
Placering:
Umm Birka and Al Thumama, Qatar
Teknik og support:
MEVA Formwork Systems, Haiterbach, Tyskland

Har du spørgsmål om dette emne?
Hvorfor ikke kontakte os, vi er her for at hjælpe dig.
Hvis du vil vide mere om dette eller andre projekter, kan du bruge kontaktformularen til at komme i kontakt med os, vi vil meget gerne høre fra dig.
For kontaktoplysninger, der er specifikke for denne region, kan du besøge siden Kontakt os for at få mere at vide.